泊头市恒庆翔数控机械厂
手 机:13482905666
13831745486
联系人:韩宝军
地 址:河北省泊头市工业开发区
Q Q:1043997605
邮 箱:hengxiangjx@163.com
网 址:http://www.bthxskjx.com
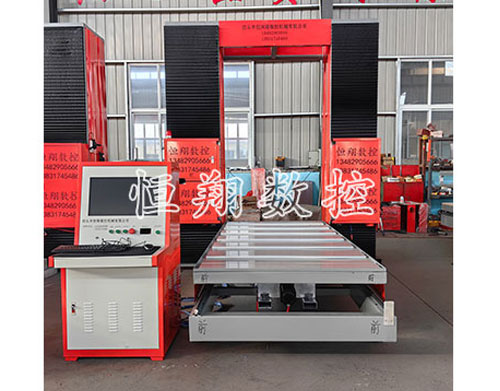
发泡陶瓷绳锯机参数设定和操作
发布时间:2025-10-03 15:34
发泡陶瓷绳锯机是专门用于切割发泡陶瓷这类材料的设备,其参数设定和操作规范直接影响切割效果、设备寿命以及操作人员的。以下将详细介绍发泡陶瓷绳锯机的参数设定方法和操作流程。
参数设定
绳锯选择与张力调整
绳锯是发泡陶瓷绳锯机的核心切割部件,其类型和张力对切割效果起着关键作用。在选择绳锯时,要根据发泡陶瓷的硬度、厚度以及切割精度要求来挑选合适的规格。一般来说,对于硬度较高、厚度较大的发泡陶瓷,应选择金刚石颗粒较大、结合强度较高的绳锯,以切割效率和切割质量;而对于要求切割精度较高的场合,则可选择金刚石颗粒较细、分布均匀的绳锯。
绳锯张力的调整至关重要。张力过松,切割时绳锯会出现打滑现象,导致切割面不平整,甚至可能使绳锯从导向轮上脱落,造成事故;张力过紧,则会加速绳锯的磨损,缩短其使用寿命,还可能使绳锯在切割过程中断裂。调整绳锯张力时,可借助设备自带的张力调节装置,通过缓慢旋转调节旋钮,同时观察绳锯的松紧状态,直至达到合适的张力。合适的张力下,绳锯应能平稳地在导向轮上运行,且无明显松弛或紧绷感。
切割速度设定
切割速度是影响切割效率和切割质量的重要参数。切割速度过快,会使切割面粗糙,甚至可能出现崩边、裂纹等缺陷,同时还会增加绳锯的磨损;切割速度过慢,则会降低生产效率,增加生产成本。设定切割速度时,需综合考虑发泡陶瓷的材质、厚度以及绳锯的性能等因素。对于质地较软、厚度较薄的发泡陶瓷,可适当提高切割速度;而对于质地较硬、厚度较大的发泡陶瓷,则应降低切割速度。在初次设定切割速度时,可先选择一个相对适中的速度进行试切割,然后根据切割效果进行适当调整。
进给压力设定
进给压力是指绳锯在切割过程中对发泡陶瓷施加的压力。进给压力过大,会使绳锯的磨损加剧,还可能导致切割面出现烧蚀现象;进给压力过小,则会使切割效率降低,甚至无法正常切割。设定进给压力时,要根据发泡陶瓷的硬度和切割速度进行合理调整。一般来说,硬度较高的发泡陶瓷需要较大的进给压力,而切割速度较快时,进给压力也应相应增大。在调整进给压力时,可通过观察切割过程中的火花和声音来判断压力是否合适。如果火花较大且声音尖锐,说明进给压力可能过大;如果火花较小且声音沉闷,则说明进给压力可能过小。
操作流程
开机前准备
在开机前,要对设备进行检查。检查绳锯的安装是否正确,张力是否合适,导向轮是否灵活转动;检查电气系统是否正常,各开关、按钮是否灵敏;检查设备的润滑系统是否良好,各润滑点是否已加注润滑油。同时,要清理设备周围的工作区域,无杂物阻碍设备运行。
启动设备
确认设备正常后,按照操作顺序启动设备。先打开设备的电源开关,使设备通电;然后依次启动冷却系统、主轴电机等,让设备进入预热状态。在预热过程中,要观察设备的运行情况,如绳锯的转动是否平稳,冷却液的喷射是否正常等。
进行切割
当设备预热完成后,即可进行切割操作。将发泡陶瓷工件固定在工作台上,调整好切割位置和角度。然后缓慢启动进给系统,使绳锯逐渐接触发泡陶瓷进行切割。在切割过程中,要密切关注切割情况,及时调整切割速度、进给压力等参数,切割质量。同时,要注意观察绳锯的磨损情况,如发现绳锯磨损严重或出现断裂迹象,应立即停止切割,更换绳锯。
停机操作
切割完成后,先停止进给系统,让绳锯继续空转一段时间,以切割过程中产生的碎屑和冷却液。然后依次关闭主轴电机、冷却系统等,切断设备的电源开关。停机后,要对设备进行清理和保养,如清理设备表面的灰尘和碎屑,检查绳锯的磨损情况并进行更换,为下次使用做好准备。
相关产品
|
相关信息
|