





泊头市恒庆翔数控机械厂
手 机:13482905666
13831745486
联系人:韩宝军
地 址:河北省泊头市工业开发区
Q Q:1043997605
邮 箱:hengxiangjx@163.com
网 址:http://www.bthxskjx.com
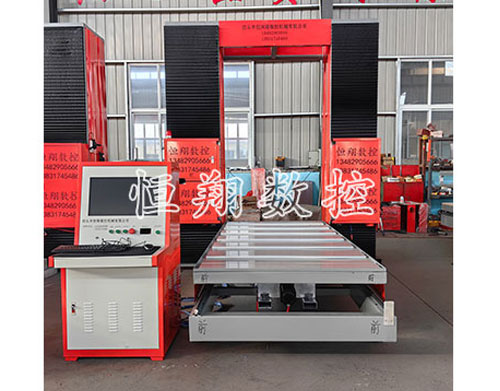
发泡陶瓷绳锯机生产技术规范与精度控制要点
发布时间:2026-02-13 03:03
发泡陶瓷作为新型建筑装饰材料,因其轻质高强、隔热防止火灾等特性,普遍应用于外墙装饰、异形构件加工等区域。绳锯机作为发泡陶瓷加工的核心设备,其技术规范与精度控制直接影响产品质量与生产速率。以下从设备设计、工艺参数、加工过程及质量检测四个维度,系统阐述发泡陶瓷绳锯机的技术规范与精度控制要点。
一、设备设计规范:结构优化与材料适配
发泡陶瓷绳锯机的设计需围绕材料特性展开。发泡陶瓷质地脆且内部存在闭孔结构,切割时易因应力集中导致崩边或裂纹。因此,设备主体结构需采用高刚性铸铁或焊接框架,切割过程中机身稳定性,减少振动对加工精度的影响。关键部件如导向轮、滑轨需选用合金材料,表面经精密研磨处理,跳动量需控制在小范围内,以确定锯绳运行轨迹的准确性。
锯绳系统是设备设计的核心。需根据发泡陶瓷密度范围选择适配的金刚石锯绳:低密度材料选用粗颗粒锯绳以提升切割速率,高密度材料则需细颗粒锯绳降低表面粗糙度。锯绳张力控制装置需集成精度不错传感器,实时监测并自动调整张力,避免因张力波动导致切割路径偏移或材料破损。此外,设备需配备多轴联动控制系统,支持三维空间内的曲线切割,达到弧形、曲面等异形构件的加工需求。
二、工艺参数规范:动态匹配与智能优化
切割工艺参数的设定需综合考虑材料密度、厚度及构件形状。对于平面板材,需采用“低载”策略,即提升切割速度的同时降低单次切削深层,减少材料内部应力积累;对于异形构件,则需切换至“低速高精”模式,通过降低速度提升轮廓跟踪精度。切割过程中,冷却系统的运行状态直接影响加工质量。需采用喷淋冷却方式,确定冷却液均匀覆盖切割区域,防止因局部过热导致材料开裂或锯绳磨损加剧。冷却液流量与压力需根据切割速度动态调节,形成闭环控制系统。
参数优化需借助智能算法实现。通过建立工艺数据库,记录不同密度、厚度发泡陶瓷的佳切割参数组合,并结合AI模型实现参数自适应调整。例如,当检测到材料密度波动时,系统可自动微调锯绳张力与切割速度,加工稳定性。此外,设备需支持图形导入功能,操作人员可直接调用CAD图纸生成切割路径,减少人工编程误差,提升复杂构件的加工速率。
三、加工过程控制:实时监测与误差补偿
加工过程中的精度控制需依赖多传感器融合技术。在锯绳运行区域安装激光位移传感器,实时监测切割与表面平整度;在工件装夹部位布置压力传感器,确定夹持力均匀分布,避免因局部应力集中导致材料变形。同时,设备需集成机器视觉系统,对切割边缘进行实时成像分析,一旦发现崩边或裂纹立即触发报警并暂停加工,防止缺陷扩大。
误差补偿机制是确定精度的关键。针对机床几何误差、热变形误差及切削力引起的误差,需建立三维误差补偿模型。例如,通过在机床关键部位布置温度传感器,实时监测热变形量,并自动调整切割路径以抵消变形影响;针对切削力导致的工件偏移,可通过预加载补偿力或优化切割顺序的方式降低误差。此外,设备需支持在线检测功能,每完成一道工序后自动测量关键尺寸,并与设计图纸进行比对,若偏差超出允许范围则启动修正程序。
四、质量检测规范:全流程追溯与标准化管理
质量检测需贯穿加工全流程。原材料入库时需检查密度均匀性,剔除存在内部缺陷的材料;半成品加工阶段需抽检切割边缘质量,无崩边、掉角等问题;成品出厂前需进行尺寸精度与表面粗糙度检测,符合标准后方可入库。检测工具需定期校准,确定测量数据的准确性。
建立标准化质量管理体系是提升产品一致性的重要手段。需制定详细的作业指导书,明确各工序的操作规范与质量标准;对关键工序实施双人复核制度,避免人为疏忽导致质量事故;同时,建立质量追溯系统,记录每批产品的加工参数、检测数据及操作人员信息,便于问题溯源与持续改进。通过全流程质量控制,可明显提升发泡陶瓷绳锯机的加工精度与产品合格率,达到建筑装饰市场的严苛需求。
相关产品
|
相关信息
|

