





泊头市恒庆翔数控机械厂
手 机:13482905666
13831745486
联系人:韩宝军
地 址:河北省泊头市工业开发区
Q Q:1043997605
邮 箱:hengxiangjx@163.com
网 址:http://www.bthxskjx.com
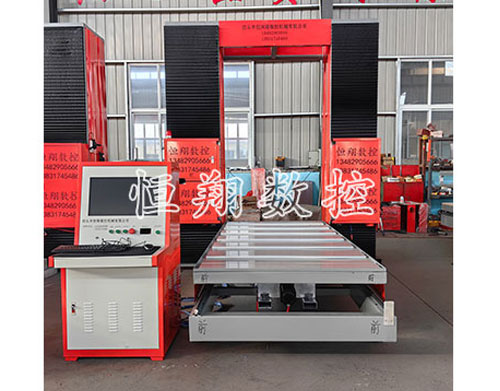
EPS线条切割机操作控制方法
发布时间:2025-08-14 14:15
EPS线条切割机的操作控制是加工精度与速率的核心环节,涉及设备启动、参数设定、路径执行及异常处理等多个维度。本文从人机交互逻辑出发,系统阐述设备操作的关键控制方法,为操作人员提供标准化操作指引。
一、设备启动控制:构建稳定作业基础
电源管理是启动控制的主要环节。操作人员需确认设备总电源开关处于断开状态,再依次接通配电箱内各分支电路。对于配备相序保护器的机型,若电源相序错误,控制面板会显示故障代码,此时需调整输入电缆相位顺序,避免电机反转导致切割丝断裂。
系统初始化需按固定流程执行。打开控制柜门后,先启动PLC控制系统,待其完成自检程序后,再开启工控机。数控系统启动过程中,禁止插入或拔出U盘等外接设备,防止数据丢失或系统崩溃。初始化完成后,控制面板应显示待机状态指示灯常亮。
气动系统检查常被忽视却重要。对于配备气动夹具的设备,需确认压缩空气压力在正常范围内,且气路无泄漏。通过手动阀测试夹具开合动作,确定其能稳固固定工件,避免切割过程中因气压不足导致工件移位。
二、参数设定控制:准确匹配加工需求
切割参数需结合材料特性调整。在控制面板的“工艺参数”界面中,操作人员需设置加热电流、切割速度及张力值。对于EPS板材,需适当提升加热电流以增强切割丝温度,同时降低切割速度防止材料熔融粘连;对于低密度材料,则需反向调整参数以避免过度烧蚀。
路径参数需通过CAD模型导入生成。在用绘图软件中完成线条设计后,需将其转换为设备识别的DXF格式文件。导入数控系统时,需检查图形缩放比例是否正确,并设置正确的切割顺序,优先加工内轮廓再处理外轮廓,减少工件变形风险。
辅助参数影响加工稳定性。在“系统设置”菜单中,需配置冷却风扇启停温度阈值,防止高频加热模块过热。对于配备自动润滑系统的设备,需设定润滑周期与单次注油量,导轨与丝杆持续保持良好润滑状态。
三、路径执行控制:实现精度不错加工
试切割验证是避免批量报废的关键。在正式加工前,需用废料进行路径模拟切割。操作人员应通过控制面板的“单段执行”功能,逐步检查每个切割指令的准确性,主要观察转角处的过渡是否平滑,避免因程序错误导致工件边缘毛刺。
动态补偿控制可提升加工精度。设备运行时,激光位移传感器会实时监测切割丝位置,若发现因材料变形或机械振动导致的偏差,系统会自动调整X/Y轴移动量进行补偿。操作人员需在控制面板中启用“动态补偿”功能,并设置正确的响应阈值。
多轴协同控制适用于复杂构件加工。对于三维立体线条,需通过五轴联动系统实现空间曲面切割。操作人员需在“轴控制”界面中,分别设定各轴的旋转角度与移动速度,并使用“同步校准”功能确定多轴运动协调性,防止因相位差导致切割面倾斜。
四、异常处理控制:确定设备稳定运行
故障诊断依赖系统反馈信息。当设备出现报警时,控制面板会显示故障代码与简要说明。操作人员需查阅设备手册中的故障代码表,定位问题根源。例如,若显示“E02”代码,表明切割丝张力异常,需检查张力传感器连接线是否松动。
紧急停机需规范操作。遇到切割丝断裂、工件移位等紧急情况时,应立即按下操作台面上的红色急停按钮,而非直接关闭总电源。急停后,需通过控制面板的“故障复位”功能解除锁定状态,再排查具体原因。
数据备份防止意外丢失。每日工作结束后,操作人员需将当日加工数据导出至外部存储设备,并清理数控系统内存中的临时文件。对于重要工艺参数,建议建立双重备份机制,既保存至本地硬盘又上传至云端服务器。
通过严格执行上述操作控制方法,EPS线条切割机可实现速率不错、稳定运行。操作人员需将控制逻辑内化为职业习惯,从设备启动到参数设定,从路径执行到异常处理,每个环节都需以准确控制为目标,为建筑装饰构件的质量不错生产提供技术确定。
相关产品
|
相关信息
|
